The strict specifications which follows the Interplast in the production of pipes and fittings certified in ultra-modern privately-owned laboratories, with tests laid down by European norms EN ISO 15874, 15875, 4427, ISO 15876 and German DIN 8077, 8078, 16892, 16893, 8075, 16833, 17081 so, 16968, 1988 and 16962, Spanish UNE EN ISO and the United States ASTM standards. From the factory are available pipes and fittings who checked for their quality with the following procedures.
Control of flow index of raw materials and finished products. This is a fixed test control which occurs each time received raw materials and produced a product. The flow index of raw materials is of great importance in the definition of the thermal profile of the EXTRUDER and consequently in the homogenization of material and the slight deviation from the respective product flow indicator shows the correct processing of the material.
It checks that certify the continuous measurements carried out during production.
The products tested as a system in extreme operating conditions for 5000 hours. The water temperature is changing every 15 minutes between 20 °C and 95 °C (repeated thermal shock), while hydraulic pressure is continuously at 10 bar.
The tubes are packaged are checked for their networking rate which must be at least 65%.
Essays from the production remain in a laboratory oven at certain degrees Celsius for a given time. The results of the measurements should not exceed 2% according to the specifications of DIN, UNE, EN and ASTM.
This is one of the most important checks because it shows the correct processing of the raw material. All pipes are of the best possible homogeneity resulting in very long life.
In test time 1 hour at 20 °C and 95 °C, 22, 165, 1000 hours to 95 °C and 8760 hours in 1100C, as prescribed by European norms, the German and Spanish standards. 1-hour tests performed per batch of finished product, 22 and 165 hours every 2 weeks and 1000 hours and 8760 hours 1 time per year for each cross-section and type of pipe.
According to the requirements of models DIN, UNE and EN that they describe the way of trial. The pipes will be supposed to they correspond without breakage or crack in temperatures 0°C.
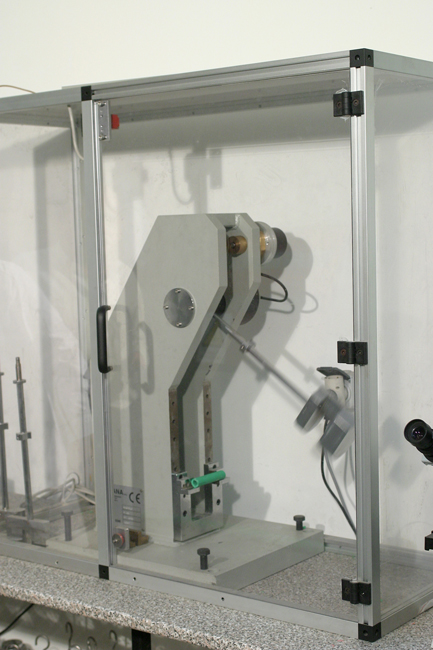
Are realized trials of resistance in tensile and determination of factor of elasticity and elongation of material, in essays of pipes and fittings suitably prepared in special appliance. The all results are recorded in computer, where afterwards are analyzed the measurements with the help of special diagrams.
Enough times it happens the pipes they are wounded by exterior factors. The resistance of pipe in the particular trial ensures the not extension of their crack during operation under pressure ensuring their reliability in the passage of years.
All material batches that enter the ELVIOM plant undergo random hardness tests (resistance of material to exercised force). For most incoming materials, the raw material supplier must provide a specific hardness value, either because this is required by international standards, or because it is necessary for avoiding cracking during processing.
Microscopic is checked the structure of alloys. Are distinguished the limits of grains of microstructure and the phases of alloy (a+b phase of brass). The microstructure of alloy it is important to be investigated because it is related with the proportion of his components, the properties his and behavior of alloy generally.
In the all deliveries of materials (A' matter) in the ELBIOM is realised sampling identification of alloy with the spectrograph of mass. From the chemical analysis (test reports) result the proportions of individual components of alloys and that should be the basis of European models EN 12164, EN 12165, EN 12167 and EN 12168.
Random tests by means of a dynamometer are performed during production of the manufactured fittings. The resistance of fittings to torsional stress is determined, and traceability procedures help collect information on the resistance of the production lot. Dynamometer testing is mentioned in international standards for the manufacture of fittings.
This is a constant control that is carried out every time raw materials are received and a product is produced. The flow index of the raw materials is very important in defining the temperature profile of the EXTRUDER and consequently in the homogenization of the material, and its small deviation from the flow index of the corresponding product proves the correct processing of the material.